产品展示
当前位置:首页>产品展示
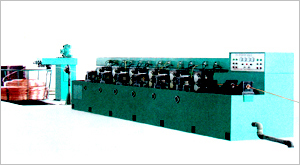
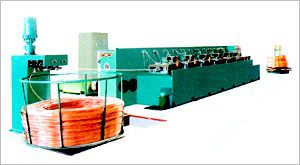
铜杆二辊连续冷轧机组系列
|
|
|
|
序号
|
设备名称型号
|
主电机功率(直流电机)
|
进轧大坯料(mm)
|
出杆规格直径(mm)
|
轧制道数
|
总延伸系数
|
终轧速度(m/s)
|
|
1
|
ZXJ-250-17/8-8H型铜杆二辊连续冷轧机组
|
Z4-280-21
110KW |
Φ17
|
Φ8
|
8道
|
4.51
|
1.65
|
|
2
|
ZXJ-250-20/8-10H型铜杆二辊连续冷轧机组
|
Z4-280-31
132KW |
Φ20
|
Φ8-Φ12
|
10道
|
6.25
|
1.65
|
|
3
|
ZXJ-250-24/8-12H型铜杆二辊连续冷轧机组
|
Z4-280-40
160KW |
Φ24
|
Φ8-Φ14
|
12道
|
9
|
1.65
|
|
4
|
ZXJ-250-27/8-14H型铜杆二辊连续冷轧机组
|
Z4-315-32
200KW |
Φ27
|
Φ8-Φ17
|
14道
|
11.39
|
1.65
|
|
5
|
ZXJ-250-30/8-16H型铜杆二辊连续冷机组
|
Z4-315-42
250KW |
Φ30
|
Φ8-Φ20
|
16道
|
14
|
1.65
|
一、用途:
本企业独立专业设计各种型号的铜杆二辊连续冷轧机组设备用于铜杆的连续轧制,具有高效、节电、节能和强化铜杆晶体组织及提高铜杆抗拉强度、绕曲力和降低电阻率等优点,是无氧铜杆连铸生产线优化产品质量理想的后道加工设备,本设备采用直流调速,并可倒车,轧制速度可从爬行开始无级调速到每小时2.5吨左右,年生产能力为12000吨以上。
二、结构特点:
1、本机组由铜杆放线盘架,二辊连续轧机整体主机,铜杆成圈收线机以及传动润滑系统和乳液冷却系统组成,铜杆轧机主电机和收线机电机均采用直流电机可无级调速,设备机械传动部分和轴承采用喷油回流润滑,铜杆轧制采用乳液喷啉冷却,润滑油和冷却液相互合理分开,耐用性强,易于维护保养。
2、本机组采用二辊平立交替轧制形式,由椭圆形一圆形交替轧制铜杆,收线机自动成圈,生产效力高,产品质量可靠,操作方便、省电、省工、损耗少成本低。
3、本机组轧辊采用优质合金钢制成,轧辊采用双槽可二次使用,并设置了对轧辊中心距有微调功能,既能调整铜杆尺寸和圆正度,又能成倍的延长轧辊的使用寿命。
4、本机组的铜杆成圈收线机,由牵引装置及挠杆装置组成。由于采用直流电机使成圈速度在一定范围内无级调速,配合铜杆轧制速度,从而使收线盘随出杆速度旋转成圈,成圈大重量:3吨左右
